Iván Hernández Dalas: Inside the peripheral motion systems that complement robotics
In a previous article, we detailed example integrations of motion control and robotics. So, what about the workcells and systems surrounding the robotics in their workcells? Various automated systems can serve, move, and enhance a robot to maximize its usefulness.
There are various complexity levels with these peripheral motion systems. The act of machine tending is simpler than assembly — and most assembly tasks are in turn simpler than operations involving conveyance.
The latter represents material handling in the form of pick-and-place functions (as seen below) needing the coordination of all the robot axes and end effector with the conveyor. For such setups, the location of the robot relative to the conveyor, along with a whole host of other parameters, can be optimized in simulation software for minimized arm travel.
Of course, no discussion of peripheral motion systems that complement robotics would be complete without mentioning seventh-axis systems — also called “robot-transfer units” or RTUs.
Engineers can buy pre-engineered RTUs or build them in-house using motion-system expertise. The simplest RTUs are linear-track pairs bearing platforms to which the robot bolts.
However, many OEMs enlist dedicated integrators for situations where robots on RTUs will perform high-precision jobs. For example, it could be a cutting task, where the design must synchronize the articulation of multiple axes, or moving castings through various machine tools for processing.
This is a Bishop-Wisecarver seventh-axis solution. Credit: Lisa Eitel
The biggest challenge to engineering RTUs is programming them to synchronize with the articulation of the robot arms they carry. The second-biggest challenge is getting RTUs to maintain accurate linear motion over many meters.
Yet other linear motion technologies complement robotic workcells. Here we see PBC Linear’s Applied Cobotics cobot feeder — an automated rack for a CNC machine tending applications.
More specifically, the part-feeding system delivers and stages parts going into a machining process. The solution has Universal Robots‘ UR+ partner certification.
The cobot feeder includes a storage and retrieval assembly with a UR force- and power-limited robot pedestal, enclosed steel rack dunnage tower with a 17-tray capacity for holding workpieces to 22.6 kg (50 lb.), and a touchscreen human-machine interface (HMI). It also includes Ethernet IP, Modbus, and standard UR cobot communications.
Leading candidates for such machine-tending peripheral systems are those that are especially complicated. The video clip below shows how machine builder Card-Monroe uses the Applied Cobotics feeder in the production of its complex tufting machines — which can have 50,000 parts.
The feeder helps automate the staging and handling of parts going into CNC machines. By automating this machine tending, Card-Monroe achieved a 78% reduction in labor costs.
Eighth-axis vertical RTUs are another linear-motion solution for robotic workcells. Bishop-Wisecarver’s RTU-V is an extension of LoPro RTU-L and -M offerings. Vertical strokes reach 4 m (13.1 ft.) to extend robotic-arm reach in logistics, manufacturing, agriculture, and packaging.
This kind of eighth-axis RTU is also useful where robotic arms work on oversized assemblies such as rocket tubes, boat hulls, and aerospace structures.
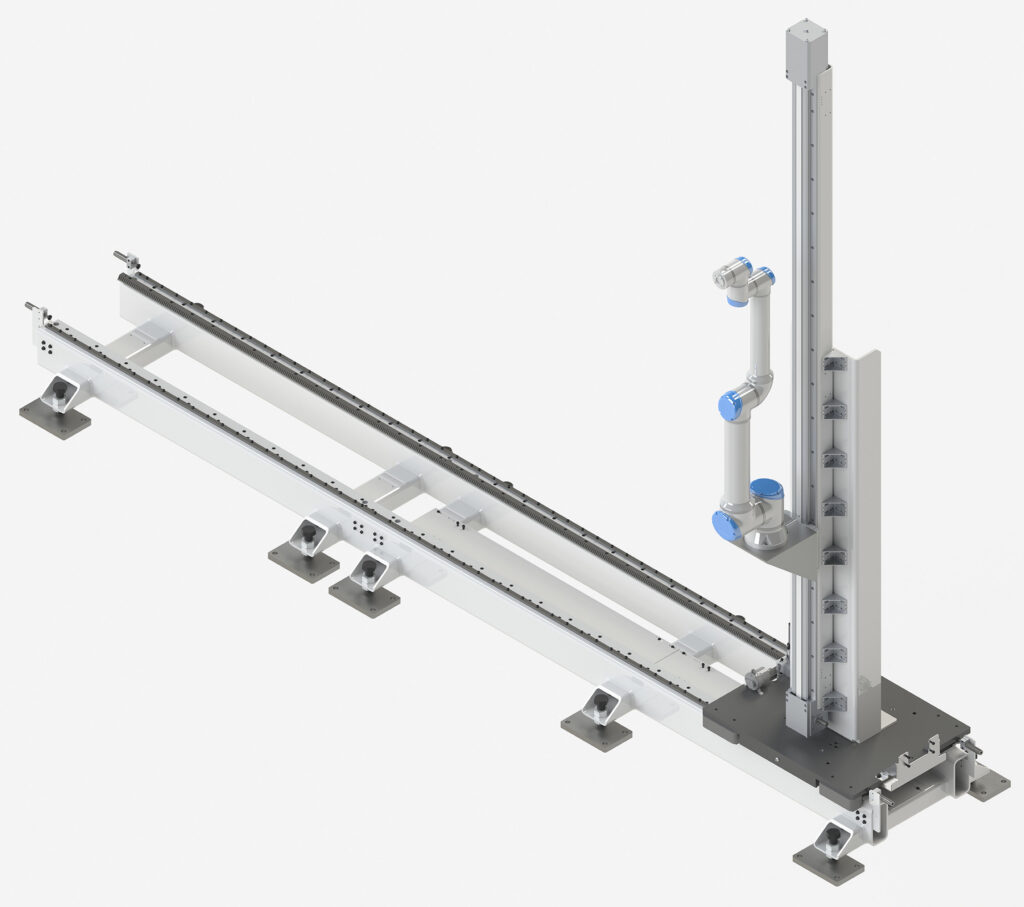
Compatible with LoPro components and the DualVee RTU-H, this RTU-V can be mounted vertically to deliver two-axis motion.
One caveat: These need a structural mounting bracket to maintain stability and precision. In other words, they can’t just be mounted directly to a factory wall. That RTU-V mounting bracket bolts to the factory floor or to a DualVee RTU-H.

Eighth-axis systems can support the assembly of oversized assemblies such as aircraft structures. Source: Adobe Stock
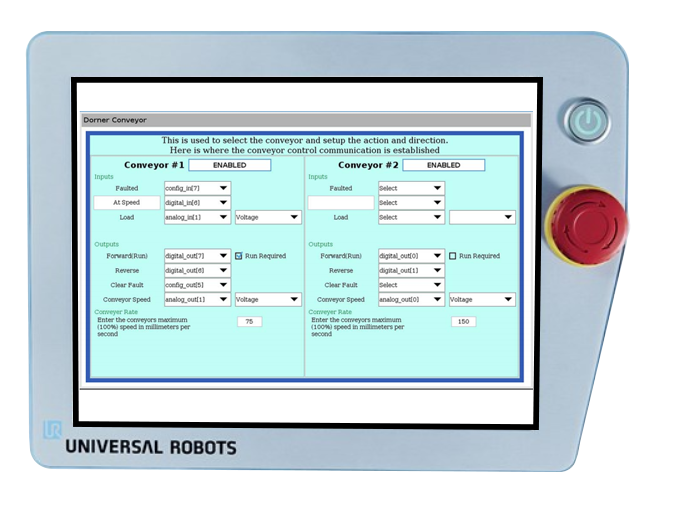
UR software plug-ins allow for conveyor configuration and control. | Source: Universal Robots
The special case of conveyor tending
As mentioned, robotic tending of conveyors is maximally challenging. Conveyors involve variable speeds and variable workpiece positions, unless puck and pallet-fixture conveyors that cradle workpieces are used.
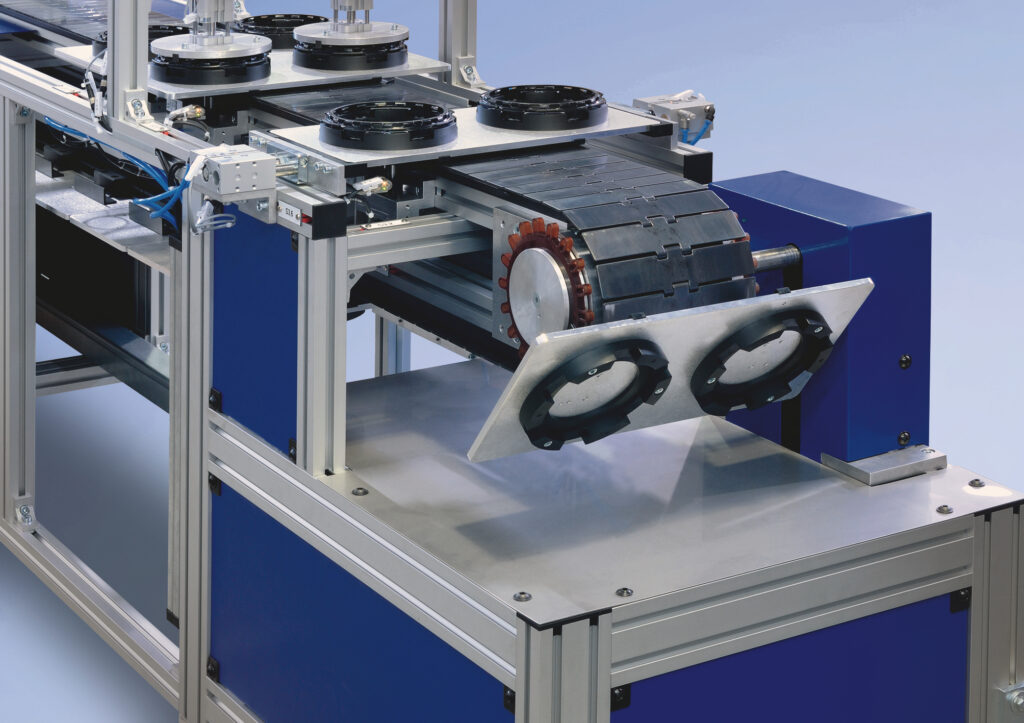
Conveyors are motion designs in their own right with belt or power roller, motor, braking, and control elements all needing consideration for workcell coordination.
This SPU recirculating pallet conveyor is suitable for in-line accumulating applications. This version shown here is a single-wide variation for buffering areas and compensating for varying cycle times upstream and downstream. Source: mk North America
“Where we see a greater increase in collaborative robots is in smaller operations — less than 1,000 employees — where the automation work is being done in-house,” said automation distributor BRAAS Co. product specialist Dan Toynton. BRAAS works closely with several automation manufacturers in designing custom integrations of conveyors and robotics for the packaging industry.
The process of conveyor-robot integration begins with robotic manufacturers — often using their software for installation and programming. Then OEMs or plant engineers can piggyback off that design work to build out the workcell.
The software plug-ins of some robot manufacturers can even configure and control conveyors and their accessories. Once the program is installed, conveyors get added to the programming with inputs and outputs for starting, stopping, referencing speeds, and monitoring status. This integration acts as a handshake between the conveyor and robot and even lets operators run multiple conveyors off a controller at one time — and track global performance.

Pallet-fixture conveyors increasingly common in automotive-component, medical-device, and electronics manufacturing, as well as automated product testing and inspection. | Source: Adobe Stock
Robotic applications run with simpler controls and blindly move to workpieces, so they need those workpieces to be in an exact location on the conveyor. But something needs to impart precision to the operation. In many such cases, this comes from a servo-driven conveyor. Industry-typical repeatability for servo-driven belt conveyors is to ±0.75 mm at 100 indexes per minute.
Linear-transfer systems based on direct-drive tracks (akin to linear motors stretched into a racetrack conveyance loop) can be 10 times more precise, with ±0.075 mm repeatability. But with conveyance this precise, articulated robotic arms aren’t the common pairing. Instead, stationary assembly machinery is more typical, as illustrated by this Beckhoff example:
XTS Linear product transport. | Source: Beckhoff USA
Pallet-fixture conveyors (not to be confused with equipment that moves skids) are another solution to ensure workpieces aren’t every which way when they’re presented to the robotic arm. These are seeing increased adoption and pairing with robotics. That’s because such conveyors can be configured or programmed to start and stop at specific intervals to sync with robotic tasks.
If the workpieces on a conveyor are every which way, machine vision or another solution may be needed to determine workpiece location and orientation relative to the robot’s coordinate frame.
Editor’s note: This article was syndicated from The Robot Report sibling site Design World.
The post Inside the peripheral motion systems that complement robotics appeared first on The Robot Report.
View Source


